服务咨询热线
400-851-9987
服务咨询热线
400-851-9987

开云手机站官网(北京)有限公司
联系人:曾先生
手机:15519191099
座机:400-851-9987
网址:www.typenoir.com
地址:贵阳市白云区麦架镇新材料产业园
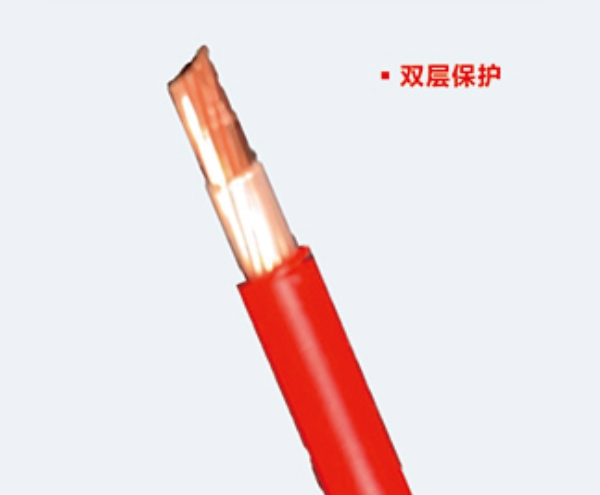
电线电缆护层材料生产和关键工艺流程
塑料电线电缆的主要绝缘材料和护层材料是塑料。热塑性塑料性能优越,具有良好的加工工艺性能,尤其是用于电线电缆挤制绝缘层和护层生产时工艺简便。电线电缆塑料绝缘层和护层生产的基本方式是采用单螺杆挤出机连续挤压进行的。由于挤出机具有连续挤出的特点,所以塑料绝缘和护套的生产过程也是连续进行的。就电线电缆生产而言,产品规格的差异,挤制部件的不同,往往决定了挤制设备及工艺参数的某些变化。但总的来讲,各种产品,各个部件的挤塑包覆工艺是大同小异的,下面以一般为主,个别为辅对挤塑原理、工艺与模具类型进行介绍。
挤出机的工作原理是:
利用特定形状的螺杆,在加热的机筒中旋转,将由料斗中送来的塑料向前挤压,使塑料均匀的塑化(即熔融),通过机头和不同形状的模具,使塑料挤压成连续性的所需要的各种形状的塑料层,挤包在线芯和电缆上。
1.塑料挤出过程
电线电缆的塑料绝缘和护套使是采用连续挤压方式进行的,挤出设备一般是单螺杆挤出机。塑料在挤出前,要事先检查塑料是否潮湿或有无其它杂物,然后把螺杆预热后加入料斗内。在挤出过程中,装入料斗中的塑料借助重力或加料螺旋进入机筒中,贵州电线电缆厂在旋转螺杆的推力作用下,不断向前推进,从预热段开始逐渐的向均化段运动;同时,塑料受到螺杆的搅拌和挤压作用,并且在机筒的外热及塑料与设备之间的剪切摩擦的作用下转变为粘流态,在螺槽中形成连续均匀的料流。在工艺规定的温度作用下,塑料从固体状态转变为熔融状态的可塑物体,再经由螺杆的推动或搅拌,将塑化好的塑料推入机头;到达机头的料流,经模芯和模套间的环形间隙,从模套口挤出,挤包于导体或线芯周围,形成连续密实的绝缘层或护套层,然后经冷却和固化,制成电线电缆产品。
2.挤出过程的三个阶段
塑料挤出主要的依据是塑料所具有的可塑态。塑料在挤出机中完成可塑过程成型是一个复杂的物理过程,即包括了混合、破碎、熔融、塑化、排气、压实并后成型定型。大家值的注意的是这一过程是连续实现的。然而习惯上,人们往往按塑料的不同反应将挤塑过程这一连续过程,人为的分成不同阶段,即为:塑化阶段(塑料的混合、熔融和均化);成型阶段(塑料的挤压成型);定型阶段(塑料层的冷却和固化)。
第一阶段是塑化阶段。也称为压缩阶段。它是在挤塑机机筒内完成的,经过螺杆的旋转作用,使塑料由颗粒状固体变为可塑性的粘流体。塑料在塑化阶段取得热量的来源有两个方面:一是机筒外部的电加热;二是螺杆旋转时产生的摩擦热。起初的热量是由机筒外部的电加热产生的,当正常开车后,热量的取得则是由螺杆选装物料在压缩、剪切、搅拌过程中与机筒内壁的摩擦和物料分子间的内摩擦而产生的。
第二阶段是成型阶段。它是在机头内进行的,由于螺杆旋转和压力作用,把粘流体推向机头,经机头内的模具,使粘流体成型为所需要的各种尺寸形状的挤包材料,并包覆在线芯或导体外。
第三阶段是定型阶段。它是在冷却水槽或冷却管道中进行的,塑料挤包层经过冷却后,由无定型的塑性状态变为定型的固体状态。

(文章内容来源于网络,如有侵权请联系删除)
有限公司")
400-851-9987
联系人:曾先生
手机:15519191099
座机:400-851-9987
网址:www.typenoir.com
地址:贵阳市白云区麦架镇新材料产业园
免责声明:本站内容由互联网收集整理,版权归原创作者所有,如有侵权请开云手机站官网(北京)有限公司处理删除内容,谢谢!
有限公司")
扫一扫进入手机站
 在线咨询
在线咨询